
हालांकिपीवीसीदुनिया में सबसे आम गैर-धातु पाइप पीपीआर (पॉलीप्रोपाइलीन रैंडम कोपोलिमर) है, जबकि दुनिया के कई अन्य हिस्सों में यह मानक पाइप सामग्री है। पीपीआर जोड़ पीवीसी सीमेंट से नहीं बनता, बल्कि एक विशेष संलयन उपकरण द्वारा गर्म करके पिघलाकर एक ठोस रूप दिया जाता है। सही उपकरण से और उचित तरीके से बनाने पर पीपीआर जोड़ से कभी रिसाव नहीं होता।
फ्यूजन टूल को गर्म करें और पाइपलाइन तैयार करें।
1
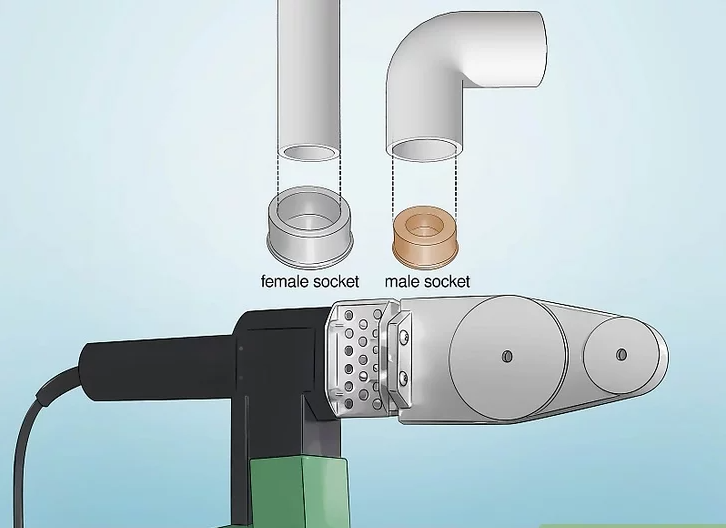
फ्यूजन टूल पर उपयुक्त आकार का सॉकेट लगाएं। अधिकांशपीपीआरवेल्डिंग टूल्स विभिन्न आकारों के मेल और फीमेल सॉकेट के जोड़े के साथ आते हैं, जो सामान्य पीपीआर पाइप व्यास के अनुरूप होते हैं। इसलिए, यदि आप 50 मिमी (2.0 इंच) व्यास वाले पीपीआर पाइप का उपयोग कर रहे हैं, तो 50 मिमी चिह्नित स्लीव का जोड़ा चुनें।
हाथ से पकड़े जाने वाले फ्यूजन उपकरण आमतौर पर संभाल सकते हैंपीपीआरबेंच मॉडल 16 से 63 मिमी (0.63 से 2.48 इंच) तक के पाइपों को संभाल सकते हैं, जबकि बेंच मॉडल कम से कम 110 मिमी (4.3 इंच) तक के पाइपों को संभाल सकते हैं।
आप ऑनलाइन पीपीआर फ्यूजन टूल्स के विभिन्न मॉडल पा सकते हैं, जिनकी कीमतें लगभग 50 अमेरिकी डॉलर से लेकर 500 अमेरिकी डॉलर से अधिक तक होती हैं।
2
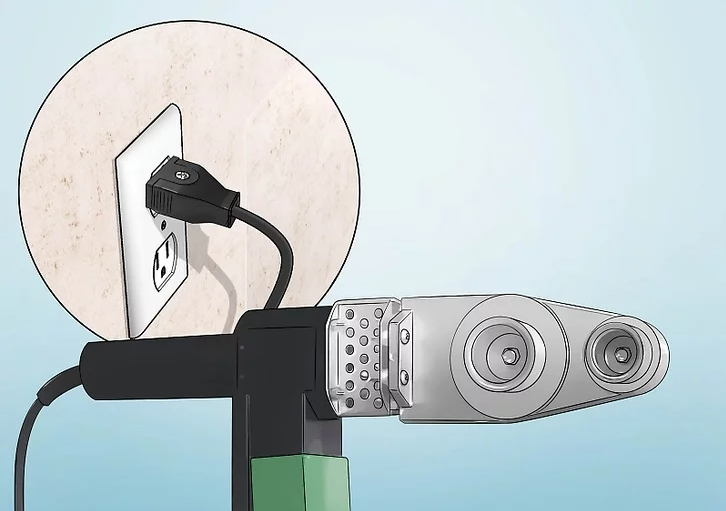
सॉकेट को गर्म करना शुरू करने के लिए फ़्यूज़न टूल डालें। अधिकांश फ़्यूज़न टूल एक मानक 110 वोल्ट सॉकेट में प्लग हो जाते हैं। टूल तुरंत गर्म करना शुरू कर देगा, या आपको पावर स्विच चालू करना पड़ सकता है। मॉडल अलग-अलग होते हैं, लेकिन सॉकेट को आवश्यक तापमान तक गर्म करने में टूल को कुछ मिनट लग सकते हैं। [3]
थर्मल फ्यूजन टूल का उपयोग करते समय बहुत सावधानी बरतें और सुनिश्चित करें कि आसपास मौजूद सभी लोगों को पता हो कि यह चालू है और गर्म है। सॉकेट का तापमान 250 डिग्री सेल्सियस (482 डिग्री फारेनहाइट) से अधिक हो सकता है और इससे गंभीर जलन हो सकती है।
3
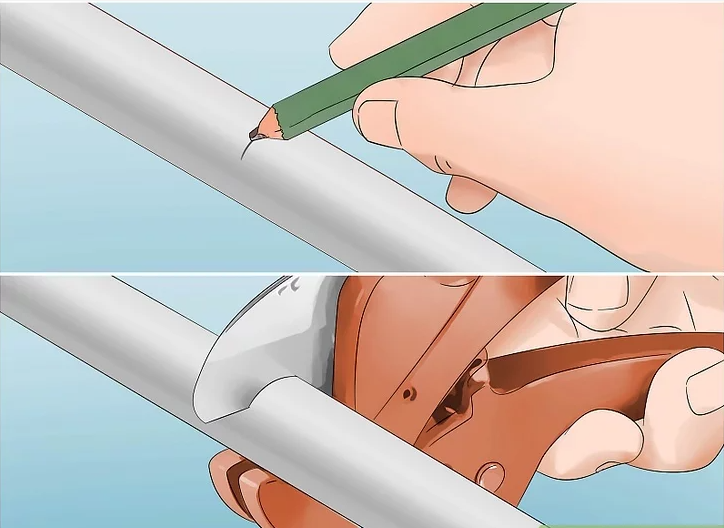
पाइप को चिकनी और साफ कटाई के साथ लंबाई में काटें। जब फ्यूजन टूल गर्म हो जाए, तो एक प्रभावी उपकरण का उपयोग करके पाइप को आवश्यक लंबाई तक चिह्नित करें और काटें ताकि शाफ्ट के लंबवत एक साफ कटाई प्राप्त हो सके। कई फ्यूजन टूल सेट ट्रिगर या क्लैंप पाइप कटर से सुसज्जित होते हैं। निर्देशों के अनुसार उपयोग करने पर, ये पीपीआर में एक चिकनी, एकसमान कटाई प्रदान करेंगे, जो फ्यूजन वेल्डिंग के लिए बहुत उपयुक्त है। [4]
पीपीआर पाइपों को विभिन्न प्रकार की हैंड सॉ, इलेक्ट्रिक सॉ या व्हील्ड पाइप कटर से भी काटा जा सकता है। हालांकि, यह सुनिश्चित करें कि कटाई यथासंभव चिकनी और समतल हो, और सभी खुरदुरेपन को हटाने के लिए बारीक सैंडपेपर का उपयोग करें।
4
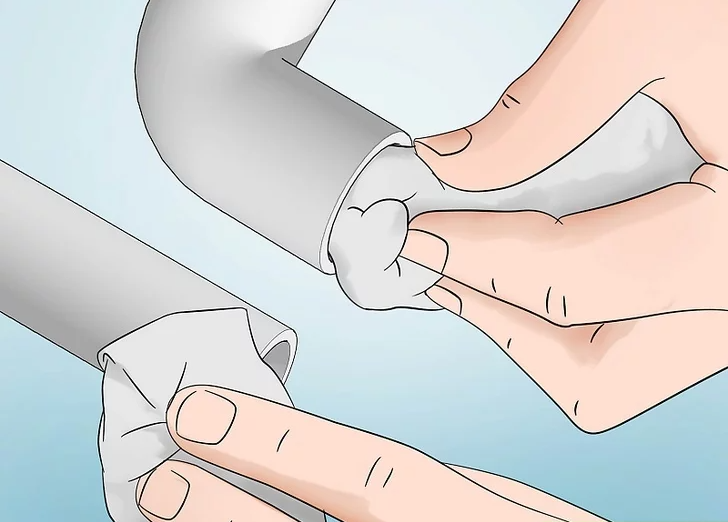
पीपीआर घटकों को कपड़े और अनुशंसित क्लीनर से साफ करें। आपके फ्यूजन टूल किट में पीपीआर ट्यूबिंग के लिए एक विशिष्ट क्लीनर की सिफारिश की जा सकती है या उसमें वह शामिल भी हो सकता है। पाइप के बाहरी हिस्से और कनेक्ट किए जाने वाले फिटिंग के अंदरूनी हिस्से पर इस क्लीनर का उपयोग करने के लिए निर्देशों का पालन करें। टुकड़ों को थोड़ी देर सूखने दें। [5]
यदि आपको यह नहीं पता कि किस प्रकार के क्लीनर का उपयोग करना है, तो कृपया फ्यूजन टूल के निर्माता से संपर्क करें।
5
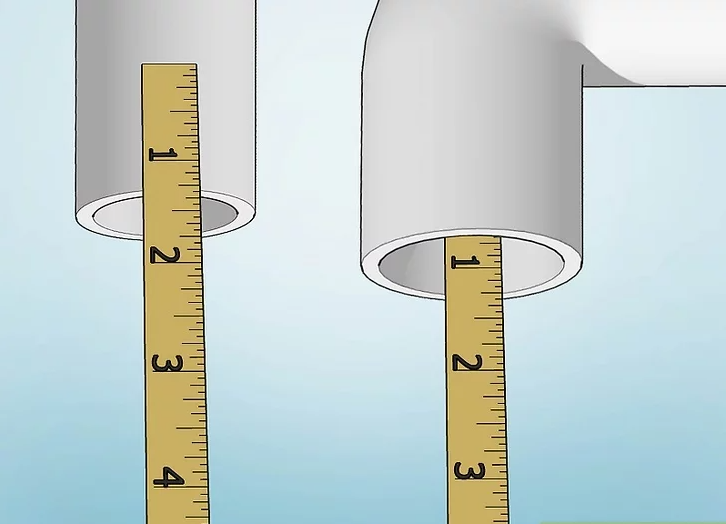
पाइप के जोड़ वाले सिरे पर वेल्डिंग की गहराई को चिह्नित करें। आपके फ़्यूज़न टूलसेट में अलग-अलग व्यास के पीपीआर पाइपों पर उपयुक्त वेल्ड गहराई को चिह्नित करने के लिए एक टेम्पलेट हो सकता है। पेंसिल का उपयोग करके ट्यूब पर तदनुसार निशान लगाएँ।
वैकल्पिक रूप से, आप टेप मेजर को उस फिटिंग में डालें जिसका आप उपयोग कर रहे हैं (जैसे कि 90-डिग्री एल्बो फिटिंग) जब तक कि वह फिटिंग में एक छोटे उभार से न टकरा जाए। इस गहराई माप से 1 मिमी (0.039 इंच) घटाएं और इसे पाइप पर वेल्ड की गहराई के रूप में चिह्नित करें।
6
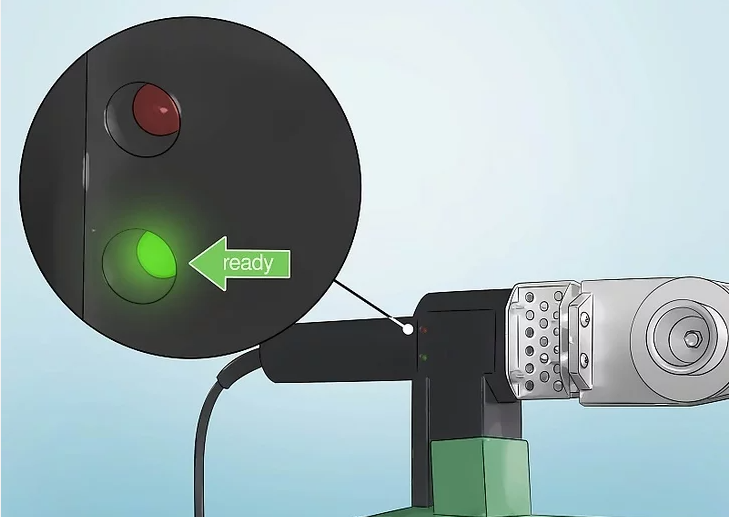
सुनिश्चित करें कि फ़्यूज़न टूल पूरी तरह से गर्म हो गया है। कई फ़्यूज़न टूल्स में एक डिस्प्ले होता है जो बताता है कि टूल कब गर्म होकर उपयोग के लिए तैयार है। लक्ष्य तापमान आमतौर पर 260 डिग्री सेल्सियस (500 डिग्री फ़ारेनहाइट) होता है।
यदि आपके फ्यूजन टूल में तापमान डिस्प्ले नहीं है, तो आप सॉकेट पर तापमान पढ़ने के लिए प्रोब या इन्फ्रारेड थर्मामीटर का उपयोग कर सकते हैं।
आप वेल्डिंग सामग्री की दुकानों से तापमान संकेतक छड़ें (जैसे टेम्पिलस्टिक) भी खरीद सकते हैं। ऐसी लकड़ी की छड़ें चुनें जो 260 डिग्री सेल्सियस (500 डिग्री फारेनहाइट) पर पिघल जाएं और प्रत्येक सॉकेट पर एक छड़ लगाएं।
पोस्ट करने का समय: 31 दिसंबर 2021





